本篇目录:
m6挤压丝锥底孔打多大
1、M6挤压丝锥底孔的大小决定于使用的丝锥直径和加工零件的材料。在这里,我们以M6挤压丝锥直径为6mm,材料为钢为例进行讲解。如果您使用的是其他直径的挤压丝锥或其他材料,可以根据下面的公式进行计算。
2、M6 底孔: 55±0.04。M8 底孔: 40±0.04。M10 底孔: 30±0.05。M12 底孔:110±0.05。M14 底孔:110±0.05。M16 底孔:110±0.05。M18 底孔:190±0.05。

3、看是什么材料,M6X1的钻头钻孔标准直径为53mm,最大孔径57mm,最小孔直径为48mm。丝攻,丝锥的别名,丝攻和丝锥是一样的,丝锥是制造业操作者加工内螺纹的最主要工具。
4、M6的螺纹需要钻8mm的底孔。一般来讲是用锣栓的直径乘以0.86就是要钻的孔径。例如M8的螺距是25mm,要加工M8的螺孔,钻底孔时可选用钻头直径是8-25=75mm。
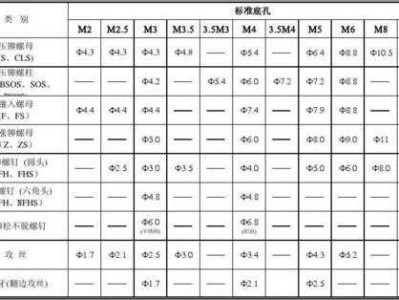
5、与你所用的丝锥螺距有关,M3一般常用5MM;M4和一般常用3MM; M5一般常用2MM; M6一般常用5MM; M8 一般常用7MM。螺距:沿螺旋线方向量得的,相邻两螺纹之间的距离。
挤压丝锥的底孔尺寸怎么算?
正确的挤压丝锥底孔粗略计算方法应该是:工程直径-0.5螺距。例如M12*0 底孔直径=12-0.5×1=15 使用挤压丝锥挤丝前的底孔直径为:d0=dw-(0.5-0.6)P 式中dw——工件螺纹外径,mm;P——螺距。

使用挤压丝锥攻丝,当攻件是黑色金属,预制孔尺寸=螺纹大径-0.53*螺距;当攻件是不锈钢等有色金属,预制孔尺寸=螺纹大径-0.43*螺距。
M20 底孔:190±0.05。M22 底孔:90±0.05。M24 底孔:265±0.05。M27 底孔:265±0.05。用挤压丝锥打孔算底孔的公式:正确的挤压丝锥底孔粗略计算方法应该是:工程直径-0.5螺距。
一般常见的简便计算公式是:切削丝锥时:S=D-P,挤压丝锥时:S=D-P/2。众所周知,恰当的攻丝底孔直径对所加工的螺纹质量及丝锥寿命都有比较大的影响,而如何确定最适合的底孔尺寸。
挤压丝锥底孔直径=公称直径-(1/2X螺距).底孔直径=2-0.125=085(计算出来后,可以选择略大些)如选择09mm,主要原因有两个,一个是便于钻头选取,另一个是挤出来牙型保证在90%~95%状态就可以。

挤压丝锥攻丝转速多少合适
1、攻丝的转速跟丝锥的大小有关,丝锥小的转速要高一些,丝锥大的转速要低一些。一般小的丝锥,转速在二三百左右,大的丝锥转速在一百多转左右。
2、每分钟进给。m5挤压丝锥转速不能太快否则会出现机器的故障,该机器的平均速度主要保持在1800每分钟进给,进给是挤压丝的专属单位,该机器主要用来给墙壁、木材进行打孔,其转速与打孔的速度息息相关。
3、一般都是看切削线速度,直径不一样转速肯定不一样。钛合金的话,1~3m/min。
挤压丝攻和普通丝攻攻丝有什么不同吗?
区别很大:挤压丝锥螺纹是高光洁度,高强度,高精度,另外盲孔可以做到孔底一扣位置。另外还有攻丝速度可以是普通丝锥的两倍以上,效率很高,最后就是丝锥耐用度比普通丝锥高数倍,属于无屑加工,便于实现自动化无人管理。
从牙型上可以看出来。挤压丝攻攻牙出来牙型饱满、光滑、强度好。价格相对贵。切削丝攻攻牙容易;价格便宜。
二者区别:挤压丝锥由高质量的高速钢制造而成,并预制有润滑槽和用于特殊用途的镀TIN涂层。丝锥尾部的方轴是用来传递攻丝所需扭矩的最优化设计。
没有切屑。适用于铜铝不锈钢中低碳钢。切削丝锥顾名思义是通过切削方式加工螺纹,有容屑槽。可加工各种螺纹。又可细为分为直槽丝锥,螺旋槽丝锥,刃倾角丝锥。
切削丝锥是最常见的攻丝工具,M3*0.5螺纹底孔5,适合加工各种材质 挤压丝锥攻丝不排屑,只能做有延展性的材料,如铝,普通钢,不锈钢,紫铜等,挤压丝锥底孔和切削不同,M3 底孔:75±0.03。
螺帽丝锥与挤压丝锥什么区别?
丝锥按照规格分:公制丝锥英制丝锥美制丝锥。从4到48的型号应该就是指这种公制丝锥,例如M6丝锥,标准规格M6*1.0丝锥直径大概为6MM螺距也就是牙距是1.0MM。
挤压丝锥与切削削不同之点为攻牙时无切削排出为其特性,而内螺纹的加工面为压造而外观美丽.光滑.材料铁线连续没切断,螺纹强度约增加30%,精度稳定,因挤压丝锥心部径大故耐力、扭力强度大,丝攻寿命较长不易折断。
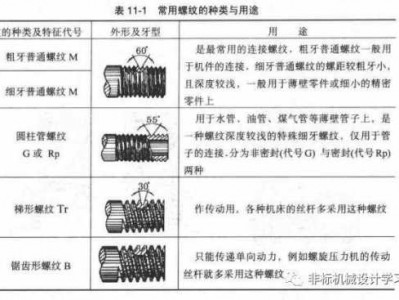
常用的型号如下:先端丝锥,螺旋丝锥,挤压丝攻,直槽丝锥,螺帽丝锥,管牙丝锥,车针牙丝锥,内容丝锥,再细分又有左牙,细牙,粗牙,公制,美制,英制等等。G螺纹与Rp螺纹都是55°圆柱管螺纹。
挤压丝锥标识为:NRT 螺旋槽丝锥标识为:SFT 希望我的回答能对你有所帮助。另:我的百度空间中收录了从丝锥的选材到攻丝过程中的技巧等大量专业文章及本人从事电子商务的心滴心得,欢迎你及有兴趣的朋友前往进行交流、指正。
区别很大:挤压丝锥螺纹是高光洁度,高强度,高精度,另外盲孔可以做到孔底一扣位置。另外还有攻丝速度可以是普通丝锥的两倍以上,效率很高,最后就是丝锥耐用度比普通丝锥高数倍,属于无屑加工,便于实现自动化无人管理。
使金属变形后充满丝锥牙槽,丝锥退出后形成内螺纹。挤压丝锥适合在韧性材料上攻丝,如铝合金、铜合金、不锈钢、低碳钢等。形成的内螺纹光洁度高、精度高,强度大。它要求的底孔尺寸不同于切削丝锥攻丝的底孔。
挤压丝锥底孔大了怎么解决
焊接修补。如果底孔不深的话可以用焊接修补,先把底孔用焊接的方法填满,然后修整表面在钻底孔(焊接材料一定要用碳钢,母体材料一定也是碳钢,合金钢不行)。
一般情况的换大号的螺丝。或跟据工件的情况用其它补救措施。要看你的工件是什么东西有何要求。
攻丝前底孔直径的确定 加工钢和塑性较大的材料、扩张量中等的条件下:钻头直径D=d-t d代表螺纹外径、t代表螺距。加工铸铁和塑性较小的材料、扩张量较小的条件下:钻头直径D=d-(05t~1t)。
你把问题说的尽量多点嘛,你现在打多大的底孔啊。你是什么材料,用哪家多大的丝锥。什么机器攻牙,你的要求是什么 我们也有客户小径有要求的 但基本在精度符合的情况下,都是他们自己调整底孔就好啦。
攻牙之前的底孔径就打大了这样攻出来肯定是止不住;丝锥的中径过大,或采用的是加大公差的丝锥进行攻牙,这样也会大;可采用标准精度或小一级精度丝锥进行攻牙,本公司有售。
到此,以上就是小编对于挤压丝锥转速对照表的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。