磷铜焊条能否焊接黄铜
1、黄铜可以焊接出鱼鳞纹,只是需要选对焊接电源和焊接材料。
2、不可以,只能焊接青铜。T237铝锰青铜焊条 详细说明:T237为铝锰青铜焊条,耐磨,耐蚀性优良,广泛用于铜合金,铝青铜 与铜,铸铁的焊接。

3、第三代液化气焊枪是可以焊接0。5毫米厚度的铜片,可以用磷铜焊条焊接,出火的焊嘴不是特别大,火焰是中间集中四周分散的火焰,可以实现区域加热。
磷铜焊条熔点是多少
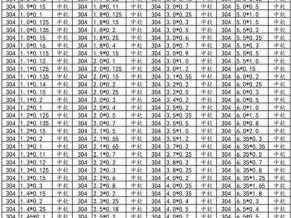
磷铜焊条分类以及成分 BCu92P:成分 P:5-5%,铜:余量。熔化温度710-750℃,熔点低,该焊料流动性较好,但比较脆,一般用于钎焊不受冲击载荷、无振动的铜和黄铜零件的焊接。
与其他铜焊条一样,多用于钎焊。磷铜焊条焊紫铜管时不用助焊剂,磷是一种还原剂,能还原氧化亚铜,生成氧化磷浮于焊缝表面,磷铜焊条流动性好,具有自钎作用。
磷铜焊条:BCU93P、BCU91PAG,熔点如图:主要化学成分:P:8-2,Cu:余量 焊条(coveredelectrode),是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。

煤气焊枪能焊磷铜焊条吗
1、第三代液化气焊枪是可以焊接0.5毫米厚度的铜片,可以用磷铜焊条焊接,出火的焊嘴不是特别大,火焰是中间集中四周分散的火焰,可以实现区域加热。
2、不能。铜的熔点是1084摄氏度。直接用煤气温度达不到铜的熔点,也就不能焊接。必须配合氧气助燃,火焰温度高于铜的熔点温度,提高焊接温度熔化铜工件及焊丝才能焊接。
3、单纯使用液化气的焊枪,火焰的温度太低,不能焊接铁板。要用液化气焊接铁板,要用氧气-乙炔焊枪,焊嘴换液化气焊嘴。
4、特别是用单气源的液化气焊枪焊接那是不可能做到的,生铁就要按照熔焊的焊接方式来焊接,目前比较优秀的焊修生铁的就是采用高抗裂的铸铁焊条比如进口的WEWELDING777铸铁焊条焊接,用普通的电焊机焊接,冷焊工艺焊接即可。

5、无气焊机不能焊接铜管,如果是火焰焊接焊接铜管老老实实用氧气煤气或者氧气乙炔焊接,如果一定要用单气源焊接则只适合小管并且是独立的小管,如果是再压缩机上的管是不可以焊接的。
磷铜焊条能焊不锈钢吗
1、紫铜跑铜焊接的话,用磷铜焊条自钎就行了,而牵扯到黄铜和不锈钢必须要用高银的焊条焊接,并且配合银焊膏焊接,其中威欧丁203的银基焊丝就是解决这类异种金属之间的焊接的。
2、不可以。磷铜焊条只能用于铜焊接,以及铜与某些金属钎焊。铁(碳钢)与铁 (碳钢)之间焊接,必须使用等强度的碳钢焊条。
3、可以弥补铜焊条和不锈钢焊接性能不足的缺陷。但是银焊剂的成本比铜焊条高,而且技术要求也更高。综上所述,使用铜焊条焊接不锈钢并不是一种推荐的方法,建议选择适合不锈钢的焊接材料进行焊接。
4、黄铜的建议用铜焊粉),磷铜的自钎性能并没有那么好的清理不锈钢氧化层的效果(不另外用助焊剂还粘不上了)。
5、银钎焊条从含银不含银的角度来说是包含了磷铜焊条这个范畴的,也就是说磷铜焊条不一定是银钎焊条,但是银钎焊条也包括了磷铜焊条。
6、不可以的,材质都不一样是焊不起的。焊不锈钢要用与不锈钢母材相当的焊条,铜焊条能够焊接与焊条等材质的铜件。
磷铜焊条和银铜焊条的区别
铜焊条是铜锌合金,用于金属的氧炔焰钎焊,磷铜焊条是含磷的紫铜,由于具有良好的自去污能力和良好的流动性、润湿性,已经被制作为“无银焊条”替代银焊条用于空调、冰箱的钎焊。
磷铜焊强度高,成本低,焊接温度高,难度大;银焊比磷铜焊强度差,成本高,焊接温度低,容易焊。
生产用银铜焊条.乙炔氧焊。维修通常用磷铜焊条.丁烷或液化气焊接 ,磷铜焊条90元一公斤,银铜焊条2元一根。
磷铜焊条中毒的表现
1、主要表现为患者眼痛、羞明、流泪、眼睑红肿痉挛,受紫外线照射后皮肤可出现界限明显的水肿性红斑,严重时可出现水泡、渗出液和浮肿,并有明显的烧灼感。
2、汗、口渴、乏力和肌肉酸痛现象。如无继发感染,症状一般在24 ~ 48h 内消退,一般无长期影响。
3、紫外线(UVR)和红外线(IFR)对眼及皮肤的损伤是电焊作业职业损害的一个重要方面。电焊工眼部症状明显增多常有报道,表现为电光性眼炎、慢性睑缘炎、结膜炎、晶体混浊等,且慢性睑缘炎、结膜炎患病率有随工龄增加而增高的趋势。
4、急性铜中毒常见的职业性急性铜中毒有:(1)“铜铸造热(金属烟尘热)”多发生于冶炼和铸造工。
5、焊工锰中毒早期表现为疲劳乏力,时常头痛头晕,失眠、记忆力减退,以及植物神经功能紊乱,如舌、眼睑和手指的细微振颤等。中毒进一步发展时,神经精神症状均更明显。
到此,以上就是小编对于磷铜焊条可以焊铜铁管吗的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。