PE管材热熔机参数如何设定?
1、PE全自动热熔焊机参数都是内置的,设置的时候通常要选择焊接标准、焊接管道个外径、SDR值(外径壁厚比值,以此确定壁厚)、材料等级(PE80还是PE100)。不同设备设置稍有不同,通常都是有中文提示的。
2、PE 80 (MRS 8)-UNI 10520 ( 01-97) 加热温度设定(由于不同的材料,加热温度有所变化,具体的温度设定询问管材料厂家为宜)。

3、吸热时的温度 PE80 国标210度/正负10度。英标233度/正负3度;PE100国标225度/正负10度。焊接时间:SDR11国标 管径÷11×10=焊接时间,SDR16国标 管径÷16×10=焊接时间。
4、焊接PE管,热熔机的合适温度:设定加热板温度200~230℃ 焊接准备。
5、热熔参数重要的有以下点:吸热时的温度 PE80国标210度/正负10度。英标233度/正负3度;PE100国标225度/正负10度。焊接时间:SDR11国标管径÷11×10=焊接时间,SDR16国标管径÷16×10=焊接时间。
6、焊接PE管,热熔机的合适温度:设定加热板温度200~230℃。焊接准备。

pe热熔机补偿温度是什么意思
1、pe焊接机在温差大的时候开温度补偿。根据查询相关资料公开信息,以20摄氏度为基准温度,环境温度小于20摄氏度时,每摄氏度时间补偿百分之零点六,环境温度大于20摄氏度时,摄氏度补偿减少百分之零点四。
2、根据查询知乎得知电熔焊机温度补偿起促使温控器导通、压机工作,周期性的运转作用。
3、温度补偿目前主要体现在加热时间上,一般是温度偏差1度,加热时间增减3% 不同厂家可能给出的参数不一样。 不过热熔对接焊接在标准上好像是没有补偿标准的。只有在电熔焊机焊接时有补偿的标准。
4、pe热熔管连接时,无旋转的把管端导入热套内,插入到所标志的深度,同时,无旋转的把管件推到加热头上,达到规定标志处,注意热熔工具接通电源,需到达工作温度指示灯亮后方能开始操作。

5、跟原料的熔脂有关系,一般是230度左右。一般热熔直径20的管材,插入的时间在2秒以内就可以,调合适了就行。热熔对接PE管道主要与四点一定要保证:焊接温度、时间、压力、焊接面的清洁度,温度根据原料等级确定。
pe热熔机架断了使用焊接劳固吗
1、PE对焊机夹瓦结实,可以固定住焊机夹瓦。热熔焊机是一种应用热熔对接技术,对热塑性管材管件进行焊接的专用焊接设备。
2、pe管怎么热熔焊接,需要注意的是,PE管热熔焊接过程中,需要控制好加热板的温度和压力,以免过高或过低造成焊接接头不牢固或出现漏水现象。同时,焊接前要对管道进行切口清理和端面处理,确保焊接的质量和效果。
3、当加热成功之后将加热板移开,并快速的对界面施加一定的压力,使连接的界面能够很好的进行冷却和凝固,以此达到连接牢固的目的,等界面完全凝固到一起,松开压力板就大功告成了。
4、热熔器焊接水管使用方法 一般来说,pe管热熔连接适用于管径=dn63的pe管材,方法是用热熔机对管材进行焊接,速度快成本低,适用于pe给水管及pe燃气管。
5、PE管在进行焊接的时候,需要把两管的轴线给对中对齐,再将两管的端部点给焊接固定住。同时,在与法兰盘进行焊接之前,必须要先将给管刺入法兰盘的内部,而在点焊之后,则需用角尺进行找正,然后再焊接。
6、PE的焊接施工工艺 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接 (如图1-1 所示)。
pe给水管dn200热熔需要多少时间?
1、热熔dn200管道需要约20分钟,具体时间取决于热熔机的功率和管道的厚度。
2、对于壁厚在5毫米以内的pe管,它的热熔时间需控制在45秒,壁厚在5毫米到7毫米之间的,控制在45秒到70秒,而壁厚在7毫米到12毫米的,其时间则需控制在70秒到120秒之间。
3、首先,温度必须足够高,以保证材料能够被熔化。温度太低会导致焊接材料未熔化或熔化不足,从而影响焊接的强度和耐用性。一般来说,PE管材的焊接温度应在200-240℃之间,具体温度应根据所用材料而定。其次,热熔时间也非常重要。
4、pe管材热熔时间总共7S就可以了,一般可在190℃—240℃之间的范围内被熔化(不同原材料牌号的熔化温度一般亦不全相同),此时若将管材(或管件)两熔化的部分充分接触。
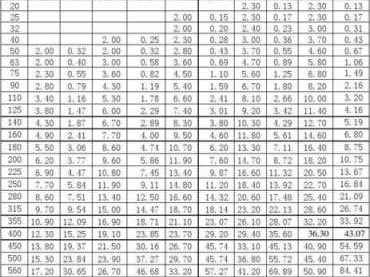
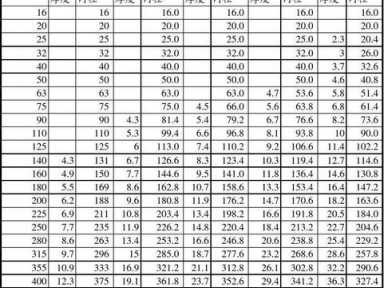
5、DN200 570 20 105 三通 PE管电熔加热时间,冷却时间表 二 PE管电熔焊接方法:1)检查电熔焊机是否可以正常运行,检查PE管材、PE管件是否配套。2)去除PE管材接口处的氧化物(污垢),然后插入PE电熔管件中。
6、PE管电熔焊接电压为35+-0.5V,焊接电流最大不超过100A。DN200的容套筒焊接570秒左右.不同口径焊接时间不同,冷却额时间根据管件规格不同,在管件标签上有标注。
到此,以上就是小编对于全自动pe热熔机的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。